Materials and recycling
To enable PC vessel recycling, simple steps were added to the reactor takedown workflow on harvest day for sterilization. Novel workflows for waste diversion in circularity efforts must be simple, safe, and repeatable to ensure viable adoption.
Preparing vessels for diversion from the biohazard bin involved simple but laborious steps in this lab-scale program. Pouring bleached reactor contents through each lid's small opening caused foaming, requiring extra water rinses. Removing lids requires holding reactors upside down and applying palm force below gassing ports, posing a splash and breakage risk. The workflow was suitable for collecting about 300 vessels for lab-scale recycling's 25 kg requirement. At scale, a streamlined process addressing the de-lidding bottleneck would be more appropriate.
Recycling efforts, like this one, show potential for waste reduction and diversion in biopharmaceutical R&D. Accessible, easy-to-adopt workflows are needed for widespread circularity, requiring iteration and collaboration between material users and suppliers. Early, labor-intensive workflows serve as proof-of-concept trials, but broader participation and focus on bottlenecks will help develop optimized waste-diversion strategies.
The color change in recycled vessels was previously documented and did not impact pH and DO sensor calibration and control (Barbaroux et al. 2024). The minor decrease in viscosity and molecular weight from recycling PC vessels aligns with other findings (Moulinié et al. 2022), reflecting the material's two heat histories: original molding and extrusion/pelletization. MW values indicate that high molecular weight persists after processing. These decreases in viscosity and molecular weight have no effect on the manufacturability of the vessels.
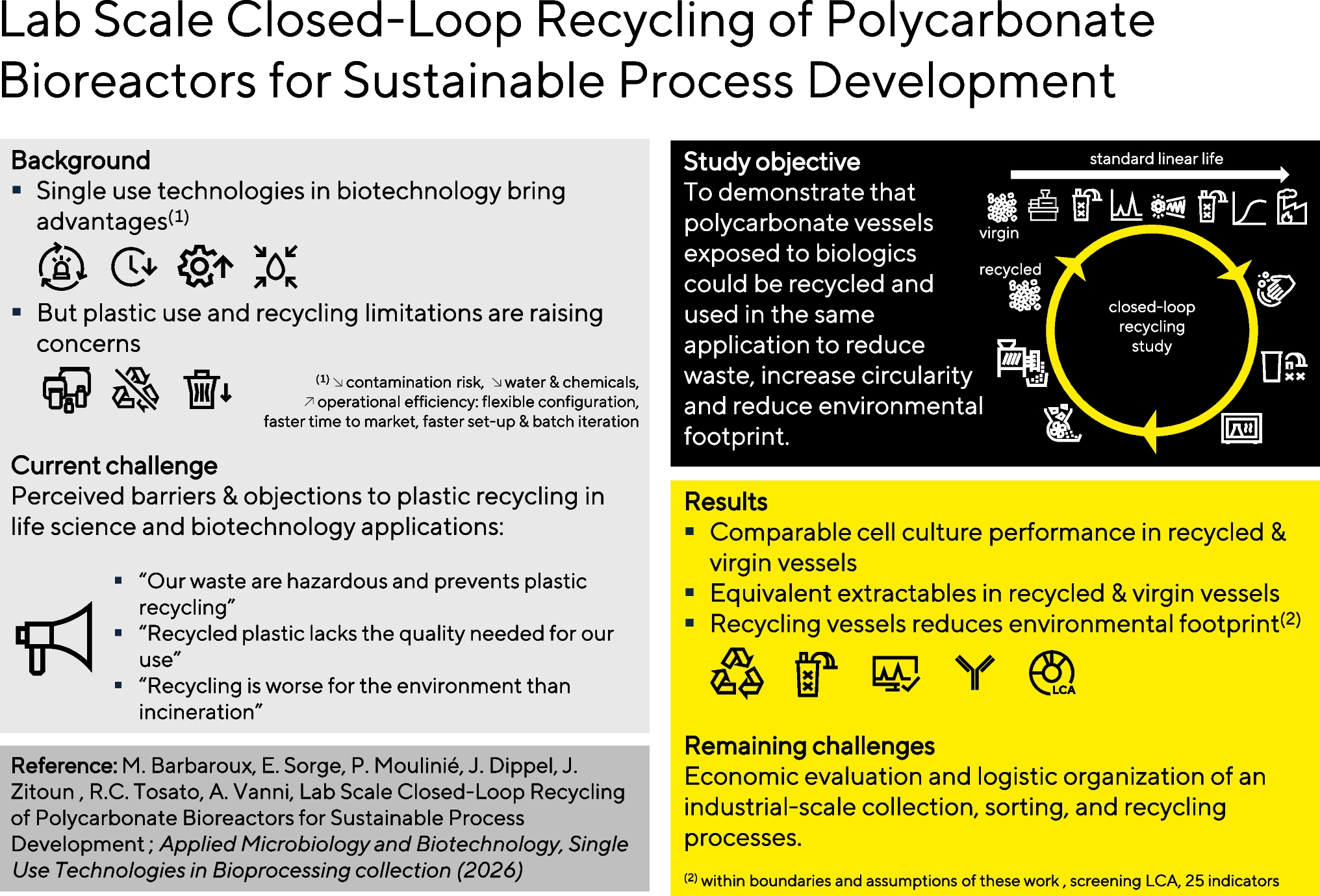
Extractable substances were found in both virgin and recycled PC vessels, with no increase in concentrations in recycled vessels compared to virgin ones within detection limits. This indicates that recycling, including irradiation, autoclaving, and secondary manufacturing, does not negatively impact the extractables profile under worst-case conditions. Extractables may originate from PC, PP, or sensor patches, complicating source assignment. Extractables related to PP components included branched alkanes, stearic acid, and palmitic acid, consistent with PP additives and degradation products. Although Irgafos® 168, a PP antioxidant, was not directly observed, 1,3-Di-tert-butylbenzene, a degradation product (Maier and Schiller 2016), was detected, likely from the impellor and sparger. Diethylene glycol and derivatives were linked to adhesive residues from sensor patches. Despite these substances, recycled vessels did not show higher concentrations than new ones, suggesting that, within a scenario entailing proper collection, sorting and processing, closed-loop recycling is feasible.
It should be noted that this study considers only one recycling loop with two irradiation steps. Additional loops would further change the material through repeated heating and irradiation. Because the tests used 100% recycled polymers—an unrealistic rate for closed‑loop systems—mixing recycled with virgin materials is more practical. Such mixing improves physical and chemical properties and reduces risks from multiple recycling rounds, as the recycled fraction becomes diluted each cycle. Previous studies have calculated the equilibrium composition of recycled material after multiple recycling steps, showing that with a 30% recycling quote, the proportion of material recycled three times is below 2% (Barbaroux et al. 2024).
Cell Culture and Monoclonal Antibody (mAb and bsAb) production
We assessed whether PC from used reactors can be recycled and reused in bioprocess experiments, specifically comparing the functionality of vessels made from recycled PC to those made from virgin PC. Due to material constraints in this lab-scale trial, used vessels were recycled and remolded into smaller vessels. Across recycling grades (0%, 20%, 50%, and 100%), two cell lines producing a bsAb and a mAb showed comparable process performance. Daily trends in growth, viability, pH, glucose, lactate, and titer overlapped across recycled contents, indicating that recycled vessels support similar culture performance to virgin PC vessels.
Subsequent product quality (PQ) testing of the bsAb and mAb PAP showed limited statistically significant association between PQ attributes and reactor recycled content.
Size exclusion chromatography (SEC), N-glycan assays, and protein characterization tests for purity and heterogeneity in charge and mass (icIEF, IEX, and CE-SDS) were conducted on both molecules. Recycled content was analyzed as a continuous variable to assess changes in product quality with % recycled content. Most attributes showed no statistically significant linear trend with % recycled content; p values are summarized in Fig. S2 in the supplementary file. Differences in attribute means across recycled contents were also largely statistically insignificant; the visualization of p values from one-way ANOVA between recycling levels is also in the supplementary file, Fig. S1.
For the bsAb, most attributes showed no statistically significant trends: SEC monomer and LMW peaks, four of five glycosylation patterns, and all six peaks in icIEF charge variant analyses and reduced/non-reduced CE-SDS testing remained unchanged with recycled content. Two exceptions were noted: SEC HMW peaks and afucosylation showed positive correlations with recycled content in linear models, demonstrating possible bsAb sensitivity to aggregation and glycan processing. Other SEC purity indices were unaffected, suggesting HMW increases were minimal; SEC monomers and LMW peaks did not significantly change with % recycled content. One-way ANOVA analysis (supplementary file Fig. S1) found no mean differences in bsAb glycan features, including afucosylation, across reactor types, indicating modest sensitivities in aggregation and glycosylation.
For the mAb, no significant trend with recycled content was observed in the SEC, IEX, nor CE-SDS tests; product purity in size, mass, and charge remained unchanged with % recycled content. Five of six glycosylation features showed no trend, but Man5 levels increased with recycled content in the linear model. Man5, a sensitive marker, warrants monitoring in future tests. Despite the positive trend with % recycled content, Man5 did not exceed historical levels for the mAb’s fed-batch process in this study.
Overall, product quality, including protein purity and glycosylation, was largely comparable across recycled contents for both molecules. In the three instances of significant linear trends, R2 values indicate variance explained by the model, not causation. Reactor placement was randomized, and handling was careful; additional replicates in follow-up experiments would reduce variability and clarify associations between PQ attributes and recycled content. Observed glycosylation trends were modest when considering categorical analysis and historical data, and HMW increases did not affect other purity measures like SEC monomer and LMW peaks. The cell culture data from an idealized closed-loop scenario therefore supports the functional suitability of vessels made from recycled PC.
Trace elements
Variability in trace metal levels in CHO cell culture has been noted in the literature to impact culture performance and protein production through various mechanisms. Heightened Mn, Zn, Cu, and Fe levels, whether from supplementation or leaching, have been shown to affect culture and product characteristics including productivity, lactate metabolism, apoptosis trends, and glycosylation (Graham et al. 2019). Here, results from fed-batch processes in recycled 15 mL vessels showed that culture performance was not significantly affected by vessel recycled content, with product quality showing similar comparability. Nonetheless, an additional experiment was conducted to detect possible leaching of trace elements from vessels under cell culture conditions as this may be relevant for more sensitive cell lines than those tested in the described cell culture experiment.
After 14 days of incubation at 38 °C with gassing and agitation, ICP-MS analysis of the incubated water samples showed no significant linear relationship nor difference in means between trace element (Mn, Fe, Cu, Zn, Se) levels and vessel recycled content. Thus, despite source material exposure to high trace element levels during past cell culture, vessels molded from recycled material showed no evidence of heightened trace metal leaching compared to those made of virgin PC.
Because the source polycarbonate has been exposed to diverse mixtures of media, feeds, cell lines, and biomolecules during past cell culture experiments, we expect that these trace element findings are broadly representative of polycarbonate sourced from typical biopharmaceutical process development environments. Water was selected as the incubated liquid to minimize background trace metal levels and thereby enable detection of minute trace element differences. The process parameters selected for this water incubation study (agitation, gassing, pH, process time) reflect standard fed-batch conditions, and the temperature was intentionally set to a high 38 °C, representing—along with the high material-to-solvent ratio of the small 15 mL reactor vessels—a “worst-case” extraction condition (Dorey et al. 2018). Within the scope of conventional fed-batch operation, we would not expect moderate adjustments to process parameters in recycled vessels to significantly impact dissolved trace metal levels.
Nevertheless, as relevant to distinct fed-batch processes, further water incubation studies spanning broader parameter ranges (e.g., higher temperatures, lower pH, longer duration, and controlled light exposure) would be valuable to confirm, refine, and expand upon these findings. In the case of diverse media compositions during cell culture (e.g., high levels of chelating species), ICP-MS detection of minor trace metal variations would be masked by intrinsic media levels, and effects of potentially deleterious leaching species would necessarily be indirectly assessed via culture performance and product quality analyses.
Environmental impact
The LCA screening examined two scenarios: closed-loop recycling where PC vessels are recovered and recycled to provide 20% and 90% recycled granules for the vessel. In this study, calculations show that all improvement scenarios do not contribute to worsening the baseline situation. Recycling and establishing a closed loop, utilizing recycled material as secondary raw material for vessels, avoiding incineration and decreasing the use of virgin raw materials, do not lead to an increase of impacts.
Establishing closed-loop recycling relies on material availability. In this study, 90% recycled content was the maximum achievable based on process yields, but lower yields could decrease this percentage. Using recycled content may not always be feasible. Therefore, two additional scenarios were included in the analysis:
Open-loop: at the end of life, PC components are sent to recycling, exiting the study's system boundaries, with no recycled content used in manufacturing the PC vessel.
Open-loop (15% return rate) (15% is the upper value reference by Mallick et al. 2022 for Returpen™): at the end of life, 15% of PC components are sent to recycling, exiting the study's system boundaries, with no recycled content used in manufacturing the PC vessel.
In the two open-loop scenarios, benefits arise solely from avoiding PC incineration, and compared to the Baseline, considering that uncertainty could affect the variables considered during the End-of-Life, they do not differ much from the Baseline (supplementary file, Fig. S3). Here, the sole advantage arises from end-of-life savings, specifically in reducing incineration emissions. The plastic is repurposed into a different product, and the life cycle assessment aims to measure the environmental impacts of a single product, making it challenging to assess the value of recycling (Ekvall et al. 2020).
The Screening LCA also examined two further situations, performing sensitivity analyses on the impact of transportation modes for delivering recycled PC granules from recycler tin US to the manufacturer site in GB and of different electricity mixes for the recycling activities on the results (supplementary file Fig. S4 and Fig. S5). The results indicate that shifting from sea to air shipments could affect the outcomes, worsening the results for some indicators, reducing the benefits of both closed-loop and open-loop scenarios. The second sensitivity analysis showed no noticeable changes, not worsening the baseline situation.
This could reduce the incentive to recycle products in an open-loop system, which demands logistical efforts to preserve the plastic's value, especially when carbon emission savings are prioritized. However, even open-loop recycling is generally seen as environmentally beneficial.
This study focused on evaluating the technical feasibility of closed-loop recycling in life science applications, without considering logistics and business factors. To advance recycling of small-scale PC vessels post-use, these aspects must be addressed. The trials were conducted under ideal sorting conditions, with all recycling steps performed by experts. Costs were not assessed, and the value of recycled PC will depend on collection and sorting costs (Nzihou et al. 2022).
A major challenge is creating a specific flow for used small-scale vessels, ideally separating them from other waste at the point of use. While this study achieved ideal sorting quality, replicating this for commercial recycling may be difficult, especially to gather the mass needed, typically over 1 ton. Extended storage might be necessary, particularly in closed-loop processes that require complete traceability to minimize variability and contamination risks from uncontrolled material flows.
Open-loop recycling could act as an intermediate step, but the return rate must be significantly higher than current literature suggests to achieve notable carbon footprint reduction, currently the main driver for industry circularity. The European Commission directive on plastic packaging (Directive on packaging and packaging, 1994) requires Member States to establish systems for returning, collecting, reusing, and recycling used packaging to meet recycling targets. It also mandates Extended Producer Responsibility schemes for packaging. This directive is expected to increase demand for recycled plastic, spur new technology development, and foster new business models, making open-loop recycling more appealing and expanding opportunities for closed-loop recycling in life science and healthcare applications.

Comments (0)